压力容器形状及几何尺寸检验工具
在压力容器制造现场,检验员需要根据设计图纸和技术要求,对压力容器及零件的形状和几何尺寸进行检验。压力容器和零件的形状和几何尺寸必须符合设计图纸、技术条件和现行有关标准的要求。因此,压力容器及零件的形状和几何尺寸检验是压力容器产品制造检验过程的重要组成部分。以下为压力容器制造现场检验常用机型介绍
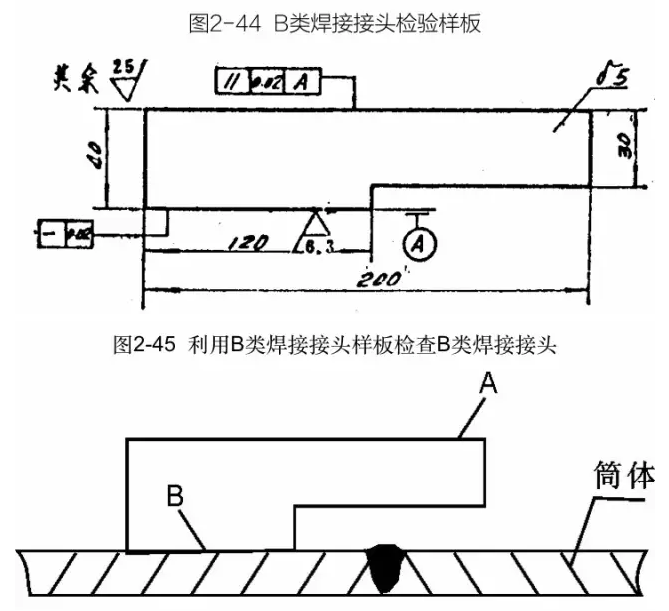
1B型焊接接头检验模板
压力容器筒体的b型焊接接头与焊缝补强的不对中量可用焊接检验尺进行检测和测量。由于尺寸和结构原因,当无法使用焊接检测尺进行检测时,采用B型焊接接头检测模板应使用,如图2-44和图2-45所示。
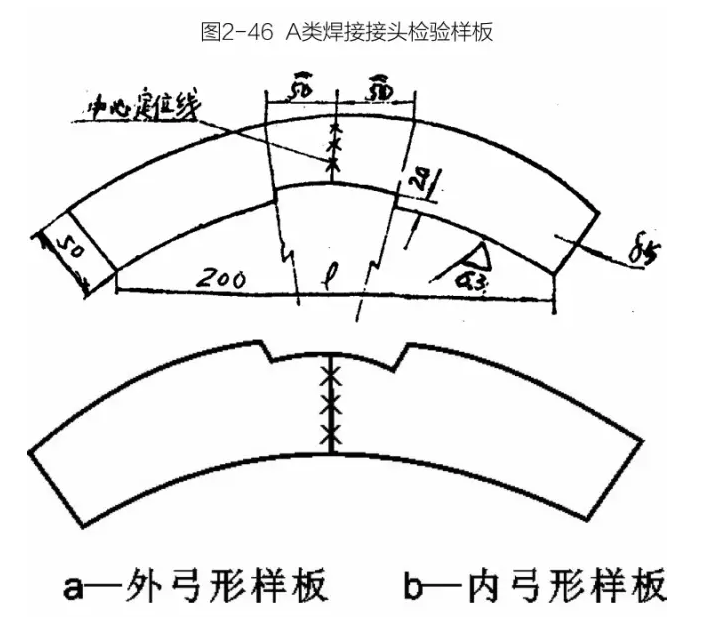
2A型焊接接头检验模板
A型焊接接头检测模板用于检测和测量汽缸体A型焊接接头的不对中、焊缝高度等。A型焊接接头巡检模板分为外拱模型和内拱模型两种,如图2-46所示。
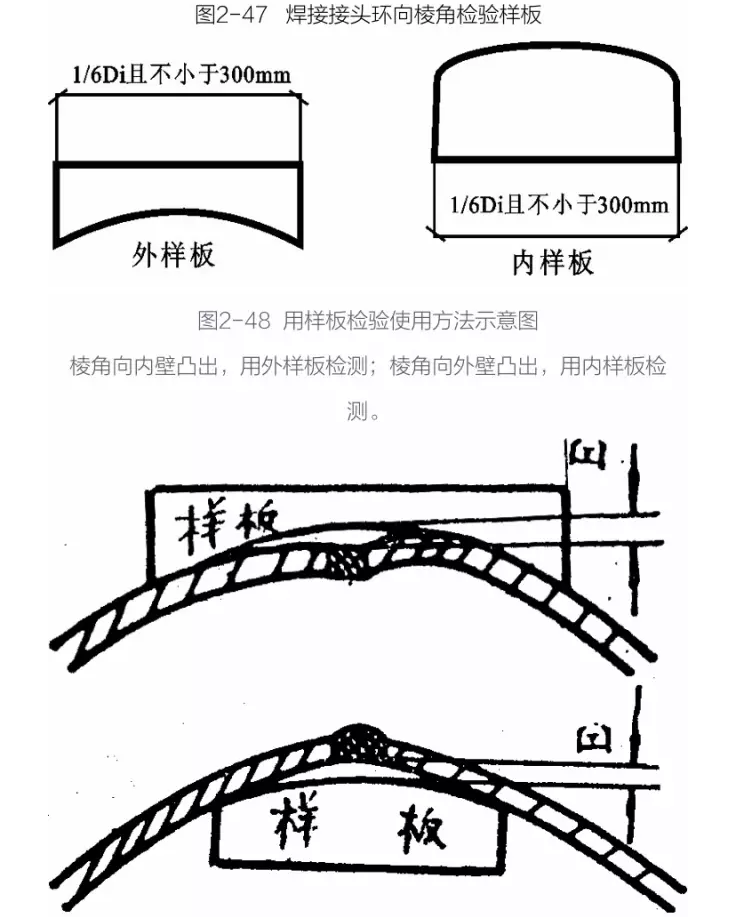
3焊接接头圆周边角检验模板
焊接接头圆周方向形成的边角E应按弦长等于内径的1/6且不小于300mm进行检验测量,如图2-47和图2-48所示。
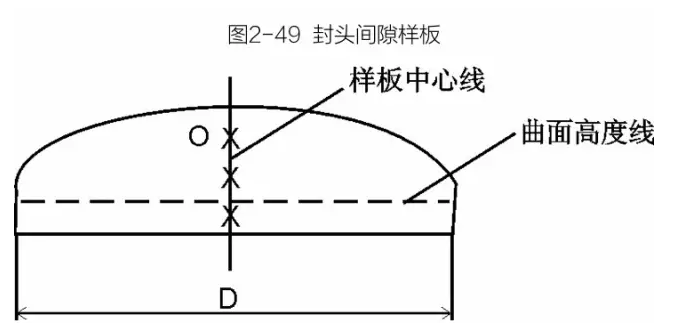
4封头间隙模板
封头间隙模板是使用弦长相当于封头内径的间隙模板进行封头内表面形状公差的检测和测量,如图2-49所示。
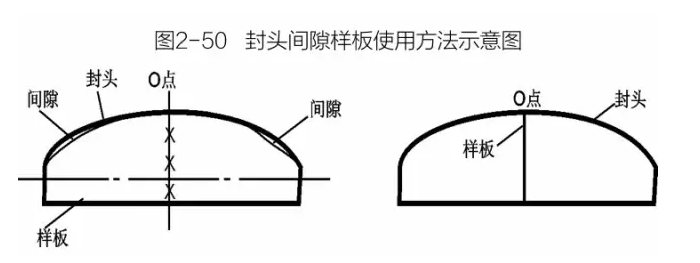
检测时,模板应垂直于待测表面,头部模板中心线的O点应与被测头部中心点对准重合。如图2-50所示。
6.3.7”使用弦长相当于封头内径的间隙模板,检查封头内表面的形状公差。检验时试样应与待测表面垂直,允许对焊缝进行测量。椭圆形、碟形等。球头内表面的形状公差应满足以下要求:
a)模板与封头内表面的最大间隙:凹凸度不大于1.25%Di;凹度不得大于0.625%Di。
b)模板轮廓曲线直线尺寸的极限偏差:按GB/T1804-2000中m级规定。
标准中使用了“间隙模板”一词,即间隙模板的弦长与封头内径“等效”,以检查封头内表面的形状公差。这里的关键是对“相当”的理解。我们将间隙模板的直径设为D,使D等于标准封头内径减去封头内径允许公差,即D=Di-4作为与检测面接触的“等效”标准内径轮廓线。检查测量。
当被测端面为凸面时,如果使用间隙模板进行检测,只需要直接使用模板测量(D)或从测量值减去40mm (D)即可得到凸面间隙值。但对于凸度,如果模板被填充或放置不稳定,则会给凸度值的测量带来困难。为此,可将模板向内缩小40mm,即d= d -40,并画出等高线作为测量参考。用40mm减去测量值即为被测表面的凸值。
注1:φ600~φ6000封头内径最大公差为(-4~+6)mm,故采用D =Di-4作为间隙样品直径。
注2:封头内凸度公差为0.625% Di。根据Di=6000,内凸度公差为37.5mm。四舍五入后,选择40mm作为模板轮廓间隙。
5圆柱圆弧模型
气缸圆弧模板用于在气缸圆弧时检查气缸的圆度。
圆柱圆弧模板一般采用内模板,即模板外径与圆柱内径相同。
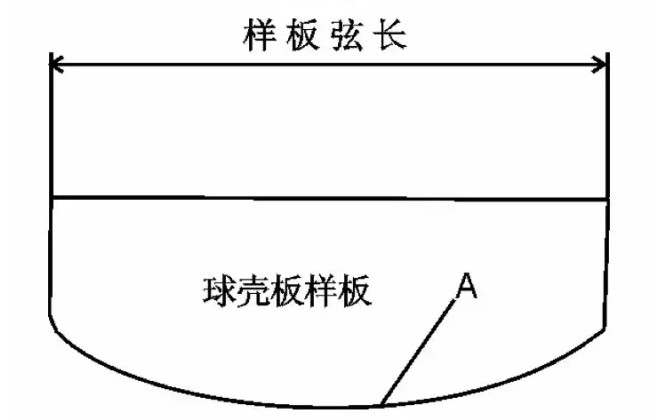
6球壳模板
使用球壳板模板测量球壳板的曲率偏差。当球壳板弦长大于等于2000mm时,试样弦长不得小于2000mm;当球壳板弦长小于2000mm时,模板弦长不得小于球壳板弦长。弦长。