


1介绍
随着时代的发展和科学技术的进步,人们对产品在使用中的安全状况、产品质量和性能提出了越来越高的要求。由于无损检测技术的优越性,它被用于压力容器产品的制造和使用中。它被广泛使用。
2. 压力容器常用的无损检测技术
2.1射线检测
目前,根据美国检测与材料学会的定义,射线检测可分为四类:照相检测、实时成像检测、层析检测和其他射线检测技术。其中,射线照相是压力容器中应用最广泛的射线照相检测方法。
射线照相术指的是使用x射线或γ射线穿透测试件。由于影响射线吸收的缺陷而导致的被测件的强度差异通过测量这种差异来检测,并将薄膜用作记录信息的非破坏性设备。检测方法。射线照相设备可分为:x射线探伤机、高能射线探伤机、伽马射线探伤机。
x线摄影的特点:
⑴能获得直观的缺陷图像,定位准确。
⑵测试结果可直接记录,并可长期保存。
⑶体积缺陷(如气孔、夹渣等)的检出率很高。对于区域缺陷(如裂纹、未融合等),如果相机角度不合适,很容易漏检。
⑷适用于检查对接焊缝,但检查角焊缝效果较差,不适用于检查板材、棒材、锻件等。

2.2超声检测
超声波检测主要用于检测对接焊缝的埋地缺陷和压力容器焊缝的内表面裂纹。它也用于检测压力容器锻件和高压螺栓可能出现的裂纹。超声波检测可分为超声波检测、超声波测厚、超声波粒度测量、应力测量等。基于缺陷回波和底面回波进行判断的脉冲反射法;
有根据缺陷的阴影判断缺陷状况的穿透法,有根据被测对象产生的驻波判断缺陷状况或判断板厚的共振法。目前使用最多的是脉冲反射法。
超声波检测的特点:
⑴区域缺陷检出率较高,体积缺陷检出率较低。
⑵适用于较厚工件的检测。
⑶适用于各种试样,包括对接焊、角焊、t形焊、板材、管材、棒材、锻件、复合材料等。
⑷检测成本低,速度快,检测仪器体积小,重量轻,便于现场使用。
⑸无法获得缺陷的视觉图像,定位困难,定量精度低。
⑹检验结果无直接证人记录。

2.3磁粉检测
磁粉检测是利用漏磁场与磁粉在缺陷处的相互作用,显示铁磁材料表面和近表面缺陷的一种无损检测方法。其原理是铁磁材料磁化后产生强烈的磁感应,磁场密度增加数百到数千倍。
如果材料中存在不连续点(主要包括缺陷引起的不连续点和结构、形状、材料等引起的不连续点),磁力线就会发生畸变,部分磁力线可能溢出材料表面,穿过空间形成漏磁场,漏磁场的局部磁极可以吸引铁磁性材料。
磁粉检测特点:
⑴适用于铁磁性材料的检测,但不能用于非铁磁性材料的检测。
⑵可以检测表面和近表面缺陷,但不能用于检测内部缺陷。
⑶检测灵敏度很高,能发现极小的裂纹等缺陷。
⑷检测成本低,速度快。
⑸工件的形状、尺寸有时会影响检测,故磁化困难,无法检测。

2.4渗透检测
将含有荧光染料或着色染料的渗透剂涂于元件表面后,在毛细管作用下,渗透液在一定时间后可渗透到表面开口的缺陷处;同样,在毛细管作用下,显影剂会吸引残留在缺陷中的渗透剂,渗透剂又会渗回显影剂中。在一定的光源下,渗透剂在缺陷处的痕迹会被显示出来,以检测缺陷的形态和分布。
渗透测试的特点:
⑴可用于除疏松多孔材料外的任何材料。
⑵几个方向同时存在缺陷,一次操作大致可实现全面检查。
⑶构件的表面光洁度影响较大,试验结果容易受操作人员水平的影响。
⑷可检测表面开口缺陷,但不能检测埋藏缺陷或封闭表面缺陷。
(5)检测灵敏度低于磁粉检测。

2.5飞行时间衍射(TOFD)超声检测
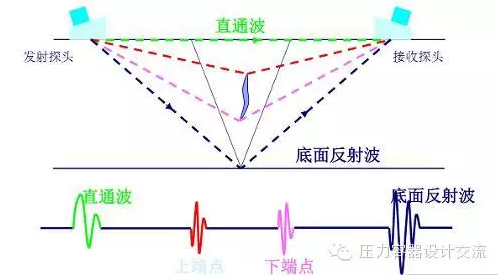
TOFD检测技术是在不连续缺陷的尖端产生波形转换。当它被转换时,就会产生绕射波。这种绕射波的角度范围更大。然后绕射波将检测出存在的缺陷并记录信号的飞行时间。可以测量缺陷的高度,然后对缺陷进行量化。缺陷尺寸通常定义为衍射信号的飞行时间差,信号幅度与缺陷量化无关。
TOFD检测技术采用两个脉冲探头,一个发送一个接收,探头相对于焊缝中心线对称布置。发射探头产生以一定角度入射到被检测工件的无聚焦纵波束。当声波脉冲被传输到接收探头的一端时,第一信号到达接收探头的一端。这是侧波,侧波在检测中。散布在工件表面之下。
如果没有缺陷,那么到达接收探头的第二个信号将是底部回波。接收探头通过接收来自缺陷尖端的衍射信号及其时间差来确定缺陷的位置和高度。
TOFD测试的特点:
⑴一次扫描几乎可以覆盖整个焊缝区域,并且可以实现非常高的检测速度。
⑵检出率很高,容易检测出方向性差的缺陷。
⑶能发现各种类型的缺陷,且对缺陷方向不敏感。
⑷能识别延伸到表面的缺陷。
⑸垂直方向缺陷的定量定位非常准确,精度误差小于1mm。
⑹与脉冲反射法结合使用,检测效果更好,覆盖率100%。
3、压力容器无损检测的应用特点
3.1无损检测应与破坏性检测相结合
无损检测技术有很多优点,但也有一定的局限性,不能代替破坏性检测。在对压力容器设备进行评价时,应将无损检测结果与破坏性检测结果进行对比验证,以便做出正确的判断。
例如,除了无损检测外,还需要对LPG钢瓶进行爆破测试。为了评价焊接接头的质量,除了无损检测外,还必须切割试样进行力学性能分析,有时还需要金相和断口检查。
3.2正确选择无损检测的时机
在压力容器无损检测中,应根据检测目的,结合设备工况、材料和制造工艺的特点,正确选择无损检测的时机。例如,拼接头在成型后应进行无损检测;有延迟裂纹倾向的材料应在焊接完成后至少24小时进行无损检测;
有再热裂纹倾向的材料,应在热处理后进行无损检测;标准抗拉强度下限大于或等于540MPa的低合金钢压力容器,在耐压试验后,焊接接头还应进行表面无损检测[1]。
3.3选择合适的无损检测方法
在对压力容器设备进行无损检测时,各种检测方法都有一定的特点,不能适用于所有工件和所有缺陷。为了提高检测结果的可靠性,应根据设备的材质、制造方法、工质、失效模式等因素来确定。并根据预期缺陷的类型、形状、位置和方向,选择最适合的无损检测方法。
3.4各种无损检测方法的综合应用
在无损检测中,必须认识到,任何一种无损检测方法都不是万能的,每种方法都有自己的优缺点。因此,在无损检测中,如果可能的话,不要只使用一种无损检测方法。应尽可能多地使用几种测试方法,取长补短,获取更多的缺陷信息,从而对实际情况有更清晰的认识。确保压力容器设备长期安全运行。
4. 结论
以上简要介绍了几种常用的压力容器无损检测方法及特点。在实际应用中,应结合各种无损检测方法的特点,选择适合的无损检测方法,使无损检测技术更好地应用于压力容器产品中。良好的应用程序。


